Главная / Словарь терминов: трубы
Монтаж пластиковых труб
 |
 |
 |
 |
Монтаж пластиковых труб в целом определяется:
- целевым назначением трубопровода и его гидравлическими параметрами (напорные холодного и горячего водоснабжения, теплофикации (отопления), безнапорные или напорные водоотведения, в том числе канализации);
- типом формируемой системы – наружная или внутренняя (в домах/зданиях/сооружениях);
- материалом труб ( полиэтиленовые ПНД и ПВД, полипропиленовые, поливинилхлоридные ПВХ и т.д.);
- наружным диаметром и SDR (или трубной серией);
- наличием/отсутствием соединений с трубопроводами из других материалов, распределительных (смотровых) колодцев;
- способом прокладки (для наружных сетей);
- климатическими условиями.
Важно: Все сети водоснабжения, теплоснабжения, водоотведения делят на наружные и внутренние, однако по факту это является корректным только для способов укладки трубопровода (с помощью опор в коммуникационных шахтах, штрабах, каналах и т.д. для внутренних сетей и в каналах или бесканально траншейным способом для наружных сетей), но не позволяет судить об используемых диаметрах трубы, SDR (отношение наружного диаметра к толщине стенки), материалах и, соответственно, целесообразных способах соединений трубопровода. Так, внутренние сети станций водоподготовки, промышленных объектов, крупных тепловых пунктов и т.д. могут формироваться из полиэтиленовых, полипропиленовых, в том числе PP-R(из рандомсополимера полипропилена), поливинилхлоридных труб диаметров более 100 мм, что исключает возможность использования компрессионных фитингов для разъемных соединений, ограничивает применение электродиффузионных муфт для неразъемных соединений и делает целесообразными соединения фланцами, контактной сваркой встык или в раструб для труб ПЭ, ПП и газовой прутковой сваркой для труб из поливинилхлорида.
В то же время наружные сети из многослойных труб в гофрированной оболочке, как раструбные, так и безраструбные часто приходится соединять контактной сваркой встык и газовой прутковой сваркой, а также с помощью фланцевых соединений при переходе на трубы из других материалов или подключении регулирующей арматуры (см. видео универсальных гибких соединений HAWLE VARIO здесь).
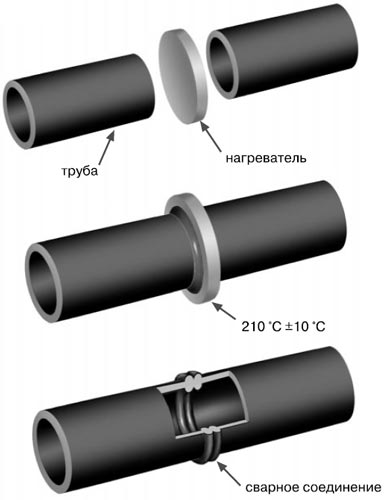
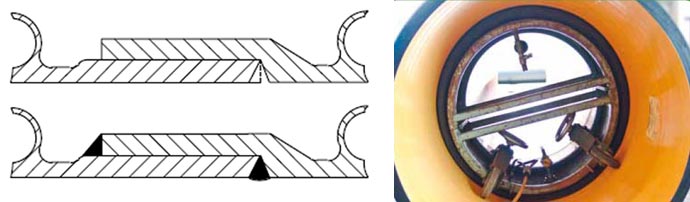
На текущий момент (условно) компрессионные разъемные соединения перекрывают диаметры от 16 до 90 мм, а соединения фланцами – от 63 до 1600 мм, неразъемные соединения электродиффузионными муфтами с закладными нагревателями реально использовать при монтаже пластиковых труб диаметров от 16 до 710 мм, а контактная сварка встык обеспечивает требуемую прочность соединения при монтаже пластиковых труб из полиэтилена и полипропилена в диаметрах от 63 до 1200 мм и качество ее зависит от толщины стенки трубы или SDR. Монтаж пластиковых труб из ПВХ диаметром более 50 мм и толщиной стенки не менее 4 мм в напорных системах с неразъемными соединениями осуществляется только газовой прутковой сваркой, как стыковой, так и раструбной с использованием электрических или газовых горелок с подачей воздуха или азота, подготовкой и наложением швов по схемам на рисунке ниже.
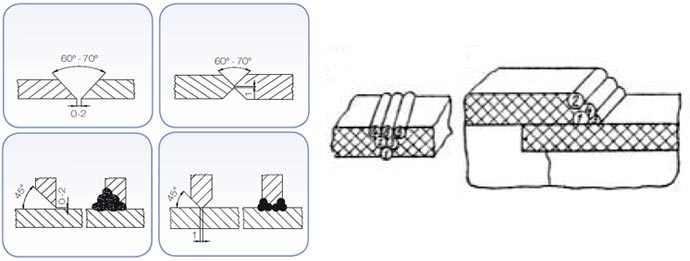
Подготовка торцов труб ПВХ и порядок наложения швов газовой прутковой сваркой при монтаже пластиковых труб из поливинилхлорида диаметром более 50 мм и толщиной стенки не менее 4 мм.
Монтаж пластиковых труб наружных сетей водоснабжения, водоотведения и теплофикации.
Благодаря гибкости и эластичности полимерных труб из термопластов их укладка в наружных сетях может выполняться цельными плетями от колодца до колодца или ввода в зданиегоризонтально-направленным бурением, релайнингом, запахиванием специальным плугом, протягиванием в старый трубопровод с его разрушением, бесканальнымтраншейным способом, по поверхности грунта (наземно) с обсыпкой, надземно или под водой с использованием специальных опор (см. видео в этом материале). Причем все соединения труб в плети, как правило, выполняется до укладки, что позволяет уменьшать ширину траншей при бесканальной прокладке и снижать объемы, трудоемкость, продолжительность и стоимость земляных работ.
Действующие СН 478-80 (с изменениями 26.06.1985 года) устанавливают минимальную глубину прокладки трубопровода при монтаже пластиковых труб, расстояние межу осями плетей (см. таблицу ниже), расстояние между опорами при наземной и подводной прокладке, сортаменты труб ПЭ, ПП, ПВХ по типу, допустимые радиусы изгиба плетей и т.д.
| Наружный диаметр, мм | Расстояние между осями трубопроводов, мм | Минимальная глубина укладки, мм |
|---|---|---|
| 75 | 890 | 1400 |
| 160 | 970 | 1550 |
| 250 | 1060 | 1880 |
| 630 | 1350 | 2400 |
Минимальная глубина укладки и расстояние между осями трубопроводов напорных систем поСН 478-80.
Однако следует признать, что почти два десятка лет после последней актуализации СН 478-80 сделали их морально устаревшими и при монтаже пластиковых труб лучше использовать актуальные отраслевые правила или инструкции-рекомендации производителей. Так, легкий Л, средне легкий СЛ, средний С и тяжелый Т типы полиэтиленовых труб в СН 478-80 с введением в действие ГОСТ 18599-2001 заменены классификацией по стандартному размерному отношению SDR, сортамент пластиковых труб для наружных сетей подземной прокладки существенно увеличен по диаметрам, а допустимые радиусы изгиба плетей при укладке уменьшились благодаря улучшению физико-механических характеристик современных материалов.
На текущий момент монтаж пластиковых труб из полиэтилена, полипропилена и поливинилхлорида с подземной прокладкой принято осуществлять для напорных сетей, где происходит компенсация внешних деформаций внутренним давлением транспортируемой среды, на глубине не менее метра или в оболочке-футляре из трубы с SDR не более 17, что обеспечивает кольцевую жесткость даже в сравнительно «мягких» полиэтиленовых трубах более 22 кН/м².
Вместе с тем глубина укладки зависит от диаметра напорного трубопровода и глубины промерзания грунта в конкретном климатическом районе (условное исключение составляют многослойные гофрированные и предизолированные трубы марок ИЗОПРОФЛЕКС, ИЗОПЭКС, Корсис ПЛЮС, REHAU RAUTHERMEX, и гофрированные нержавеющие трубы Касафлекс.
| Номинальный диаметр трубы, мм | Минимальная глубина укладки |
|---|---|
| до 315 мм | на 0,2 м ниже глубины промерзания |
| 315 - 630 мм | на 0,25 диаметра выше глубины промерзания |
| свыше 630 мм | на 0,5 диаметра выше глубины промерзания |
Минимальная глубина укладки напорных труб из полиэтилена, полипропилена и поливинилхлорида.
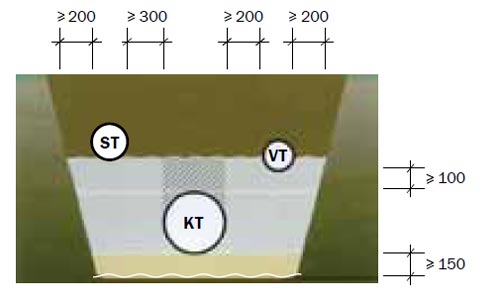
Типовая схема прокладки трубопроводов водоснабжения (KT), водоотведения дождевых (ST) и сточных канализационных (VT) вод (в случае, если сети водоотведения самотечные).
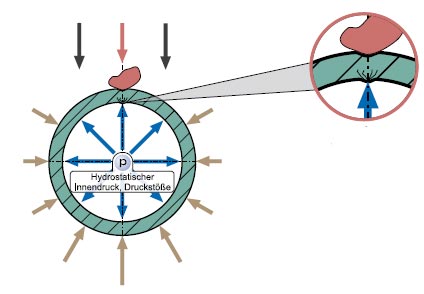
Важно: Установленные в СН 478-80, СП 40-102-2000 и СНиП 2.04.02-84 допуски по компенсации трубопроводов при монтаже пластиковых труб бесканальным способом (змейкой, самокомпенсацией при раструбных соединениях и т.д.) следует принимать в качестве рекомендаций. Реальную необходимость использования компенсирующих устройств (Г-, Z-, П-образных) нужно просчитывать на этапе проектирования трубопровода, ориентируясь на суммарные осевые и тангенциальные напряжения, возникающие в трубопроводе из-за теплового расширения и величину минимальной длительной прочности MRS. Так, величина осевых напряжений может быть просчитана по формуле σо = Е*λ*(Tэ – Тм), где Е – модуль упругости материала, λ – коэффициент линейного теплового расширения, Тэ и Тм – температуры эксплуатации и монтажа пластиковых труб соответственно. Тангенциальные напряжения σт можно ориентировочно принимать 0.1 – 0.12 σо. Тогда в случае (σо + σт)≥MRS компенсирующие устройства не нужны, а при (σо + σт)<MRS увеличение/уменьшение длины трубопровода можно рассчитать по формуле ΔL = λ*(Тэ – Тм)*L (L – длина участка трубопровода между жесткими фиксированными креплениями, при Тэ>Тм трубопровод увеличивается по длине, при Тэ<Тм – уменьшается).
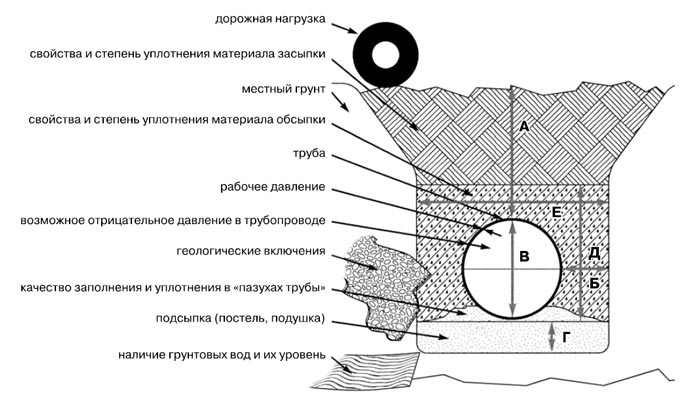
Укладку трубопровода в траншеи ведут с учетом конкретных условий эксплуатации, подготовкой основания и обсыпкой, не допуская попадания в обсыпку крупных включений, способных повредить трубу (для гофрированных труб крупность фракций обсыпки определяется расстоянием между гофрами).
 |
 |
 |
Толщина уплотняемых слоев и число трамбовочных проходов в зависимости от качественного состава грунтов приведено в таблице ниже.
| Способ уплотнения | Количество проходов доуплотнение по величине Проктора, % | Максимальная толщина уплотняемого слоя, м | Минимальный слой обсыпки над верхом труб до уплотнения, м | |||
|---|---|---|---|---|---|---|
| 93 | 88 | Гравий, песок | Плотная глина | Сыпучая глина | ||
| Ногами | -- | 3 | 0.15 | 0.1 | 0.1 | 0.2 |
| Ручным штампом от 15 кг | 3 | 1 | 0.15 | 0.1 | 0.1 | 0.2 |
| Виброштампом от 70 кг | 3 | 1 | 0.1 | -- | -- | 0.15 |
| Виброплитой от 50 кг | 4 | 1 | 0.1 | -- | -- | 0.15 |
| Виброплитой от 100 кг | 4 | 1 | 0.15 | -- | -- | 0.15 |
| Виброплитой от 200 кг | 4 | 1 | 0.2 | 0.1 | -- | 0.2 |
| Виброплитой от 400 кг | 4 | 1 | 0.3 | 0.15 | -- | 0.4 |
| Виброплитой от 600 кг | 4 | 1 | 0.4 | 0.15 | -- | 0.5 |
Типовые соединения при монтаже пластиковых труб в наружных сетях водоснабжения, водоотведения и теплофикации.
 |
 |
Монтаж пластиковых труб наружных сетей может выполняться с неразъемными и разъемными соединениями, возможность и целесообразность использования которых определяется типом полимера, SDR и необходимостью оборудования запорной и регулирующей арматурой, а также подключением к сегментам сетей из других материалов.
При монтаже пластиковых труб диаметрами свыше 63 мм в тяжелых условиях, не допускающих применения сварки, при подключении к трубопроводам из других материалов и подсоединении запорной/регулирующей арматуры часто используют фланцевые соединения.

Трубопроводы от 100 мм из полиэтилена или полипропилена сваривают сваркой встык, трубы из поливинилхлорида – в раструб или встык газовой прутковой сваркой.
 |
 |
Для соединений труб до 710 мм, особенно с разной толщиной стенки или из разных полимеров применяют электродиффузионные муфты с закладными нагревательными элементами.
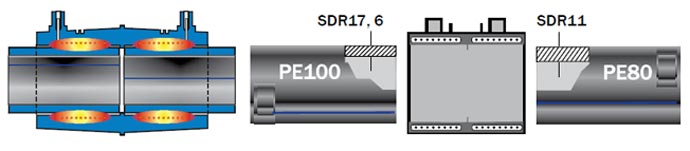
Соединение электродиффузионными муфтами с закладными нагревательными элементами труб с одинаковой толщиной стенки из одного материала (слева) и труб с разным SDR (справа).
Многослойные гофрированный трубы соединяют в раструб (реже встык) с обвариванием наружных и внутренних стыков газовой прутковой сваркой с помощью ручных аппаратов или автоматизированных сварочных агрегатов, а также закладных нагревательных элементов способом электродиффузионной сварки.
Газовая прутковая сварка стыков раструба.
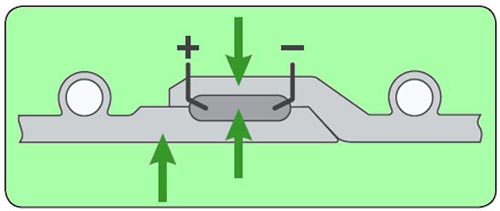
Сварка гофрированных труб электродиффузионным способом с закладными нагревательными элементами.
по тел.: +7 (495) 755-59-55
или заполните форму обратной связи