Компания «ТВЭЛ-ПЭКС» формализовала наиболее часто используемые операционные работы, обеспечивающие качественный и оперативный монтаж трубных систем ИЗОПЭКС в соответствии с требованиями действующих СНиП, СП и
заводских/отраслевых инструкций. Для выполнения соединений на пресс фитингах, узлов прохода трубных систем ИЗОПЭКС сквозь стенки строительных конструкций (стен фундаментов, камер, колодцев и пр.) и узлов ввода в подвалы
зданий/приямки ЦТП, в том числе с переходом на стальной трубопровод, установки герметизирующих термоусаживающихся заглушек (ТЗИ) на торцы труб ИЗОПЭКС и теплоизолирующих защитных коробов на соединения, ЗАО «ТВЭЛ-ПЭКС»
рекомендует использовать базовые комплекты механического, механико-гидравлического, электрогидравлического инструмента REHAU (или аналогичного по техническим характеристикам инструмента других производителей), а также
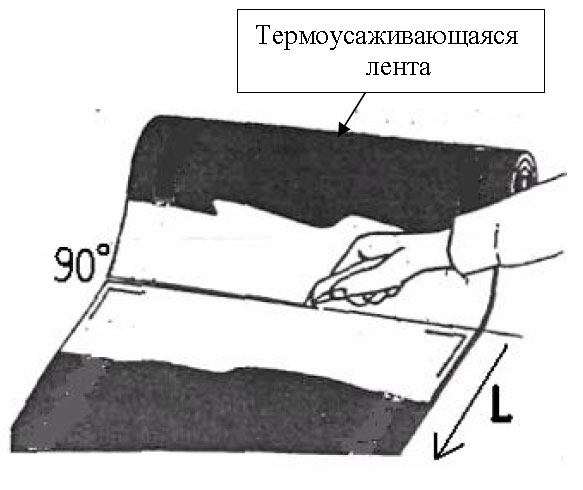
пропановые горелки с баллонами для работы с термоусаживающейся лентой, муфтами и термоусаживающимися концевыми изоляционными крышками.
Типовой регламент работ при монтаже торцевых термоусаживающихся заглушек.
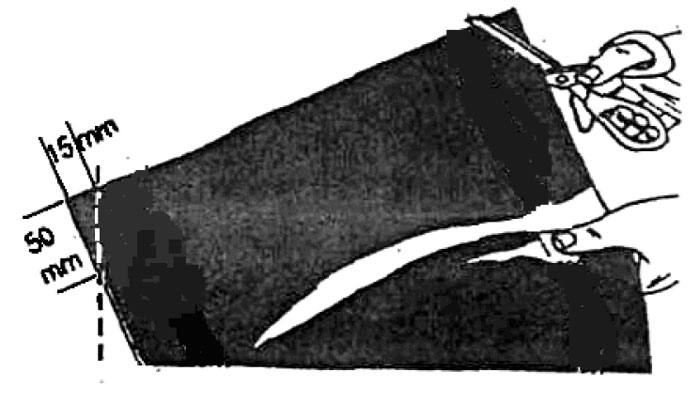
При монтаже торцевых термоусаживающихся заглушек предварительно необходимо очистить от изоляции (внешнего защитного слоя и теплоизолирующего слоя) коней трубы на расстояние, разное для случаев присоединения к стальной
трубе и выполнения стыков двух труб ИЗОПЭКС:
- подрезать наружный гидроизоляционный защитный слой по окружности, находящейся от торца трубы на расстоянии длины очистки, и удалить его;
- обратной стороной ножа или иным тупым инструментом надрезать до рабочей трубы теплоизолирующий слой и снять его, избегая рисков нарушения целостности рабочей трубы;
- удалить остатки теплоизолирующего слоя с помощью наждачной бумаги.
Удаление изоляции с концов трубных систем ИЗОПЭКС при разных соединениях и для различных диаметров.
| Диаметр рабочей трубы, мм |
Длина очищаемого участка при присоединении к стальной трубе |
Длина очищаемого участка при выполнении стыков труб ИЗОПЭКС |
| От 16 до 40 включительно |
150 мм |
115 мм |
| От 50 до 110 включительно |
220 мм |
180 мм |
Монтаж термоусаживающейся концевой изоляционной заглушки выполняют поэтапно:
- надвигают заглушку по очищенной рабочей трубе до упора в неочищенный изолирующий слой, добиваясь максимально плотного стыка;
- используя «мягкое» пламя пропановой горелки круговыми движениями усаживают часть заглушки, контактирующую с защитным наружным слоем трубы ИЗОПЭКС;
- используя «мягкое» пламя пропановой горелки круговыми движениями усаживают часть заглушки, контактирующую с рабочей трубой ИЗОПЭКС, исключая риски перегрева рабочей трубы (появление коричневого оттенка, расплавление).
Монтаж пресс фитингов на трубных системах ИЗОПЭКС.
Монтаж пресс фитингов (тройников, углов, муфт) на трубных системах ИЗОПЭКС выполняется с помощью механического, механико-гидравлического, электрогидравлического инструмента REHAU или аналогичного по техническим
характеристикам инструмента других производителей пооперационно:
- отрезают около 50 мм предварительно очищенной от изоляции (см. выше) рабочей трубы труборезными ножницами, обеспечивая рез торца без перекосов и удаляют заусенцы (при их наличии) специальным инструментом из
базового комплекта;
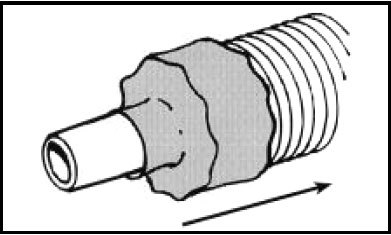
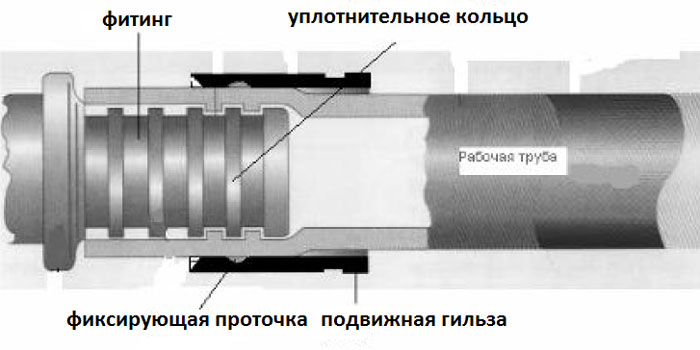
- надевают на рабочую трубу подвижную гильзу, ориентируя фиксирующую проточку в сторону присоединяемого фитинга;
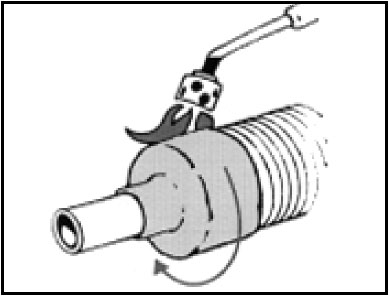
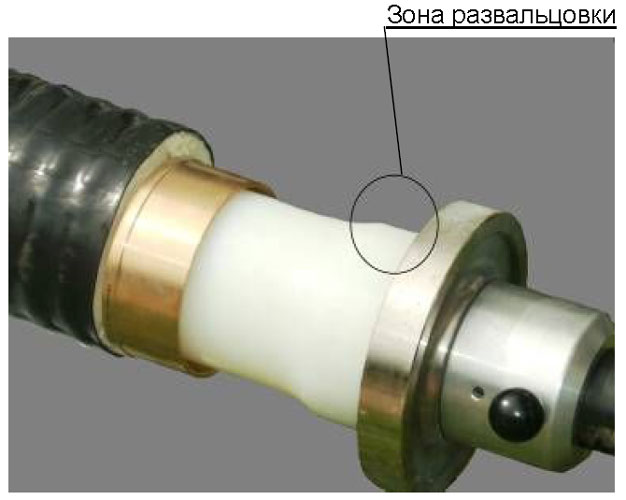
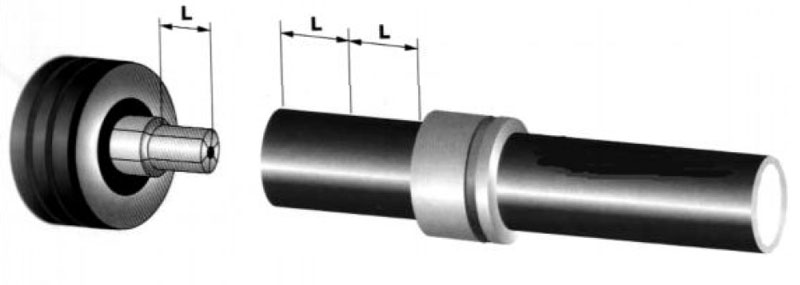
- выполняют развальцовку рабочей трубы в два приема с поворотом расширительной насадки на 30 градусов, следя за тем, чтобы подвижная гильза находилась на расстоянии не менее двух длин расширительной насадки от
развальцовываемого торца рабочей трубы;
- вставляют фитинг в развальцованную трубу, не используя молоток или иные ударные инструменты, и дожидаются, пока за счет эффекта памяти формы) труба самопроизвольно обожмет фитинг;
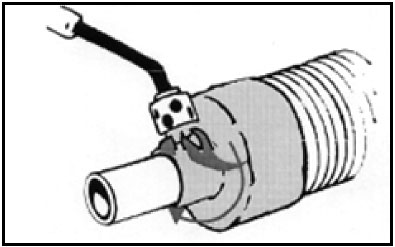
- накладывают запрессовочный инструмент без перекосов на соединение и надвигают подвижную гильзу до края фитинга;
- возвращают инструмент в исходное положение и проверяют зазор между подвижной гильзой и фитингом, который должен быть не более 1мм. При большем значении зазора опрессовку необходимо повторить с начала.
- Справка: Линейные стыки на муфтах, разветвления трубопроводов с помощью тройников, повороты посредством углов 90 градусов выполняются аналогично пооперационно с использованием типового регламента работ.
Выполнение линейных стыков.
Выполнение разветвления трубопровода с помощью тройников.
Монтаж фасонных изделий с тепло- и гидроизоляцией.
В качестве наполняемых теплоизолятором защитных гидроизоляционных оболочек соединений труб ИЗОПЭКС используются специальные кожуха, подбираемые по форме в соответствии с соединением (поворотом, тройником,
линейным стыком), а по размерам в соответствии с наружным диаметром защитного слоя системы ИЗОПЭКС. Монтаж фасонных изделий выполняется только после проверки соединения на герметичность.
Типоразмеры опалубочных кожухов.
| Наружный диаметр полиэтиленовой оболочки ИЗОПЭКС трубопровода, мм |
Наружный диаметр кожуха, мм |
Длина кожуха, мм |
| 90 |
110 |
380 |
| 110 |
125 |
380 |
| 125 |
140 |
520 |
| 140 |
160 |
520 |
| 160 |
180 |
520 |
Типовой регламент работ по монтажу тепло- и гидроизоляции соединения труб ИЗОПЭКС тройником:
- прокладывают изоляционный материал по краям тройникового кожуха и устанавливают половину кожуха под тройниковое соединение;
- устанавливают вторую половину и обжимают кожух по периметру болтами;
- подготавливают теплоизолирующую смесь, для чего в чистую емкость дозируют необходимое по объему заливаемого стыка количество компонентов А и В в пропорциях согласно технологическим инструкции поставщика и
перемешивают компоненты дрелью со специальной насадкой;
- готовую смесь ППУ заливают в кожух через специальное отверстие диаметром 20 мм и закрывают его дренажной пробкой, через которую в процессе вспенивания смеси выйдут излишки пенополиуретана;
- после завершения процесса вспенивания меняют дренажную пробку в кожухе на монтажную, что обеспечит герметичность.
Монтаж фасонных изделий с тепло- и гидроизоляцией линейных и угловых соединений выполняется аналогично с выбором соответствующего соединению кожуха.
Монтаж фасонных изделий с тепло- и гидроизоляцией линейных соединений.
Монтаж трубопровода ИЗОПЭКС при проходе через стену здания.
Узлы прохода трубных систем ИЗОПЭКС сквозь стенки строительных конструкций (стен фундаментов, камер, колодцев и пр.) и узлы ввода в подвалы зданий/приямки ЦТП, в том числе с переходом на стальной трубопровод
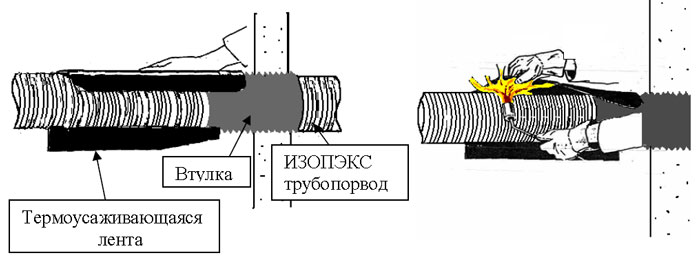
выполняются пооперационно с использованием буферных втулок (обрезки гофрированных труб ПЭ), термоусаживающейся ленты и пропановых горелок с баллонами:
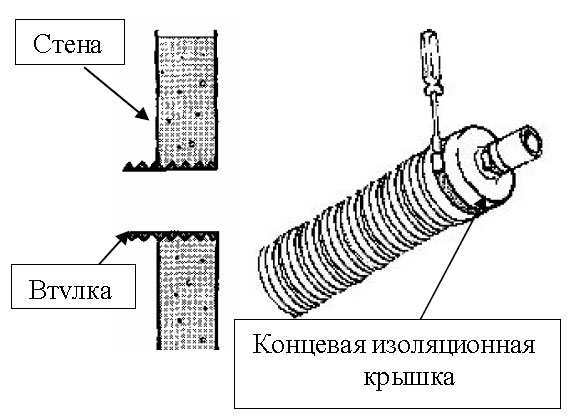
- монтируют на конец предварительно очищенной от изоляции системы ИЗОПЭКС концевую изоляционную крышку и вставляют втулку в подготовленный проход в стене;
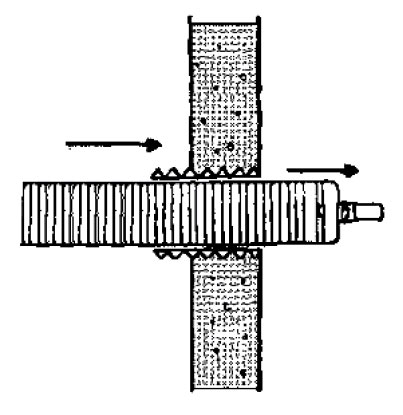
- продвигают трубу ИЗОПЭКС сквозь втулку, оставляя выступающий свободный конец длиной не более 260 мм для рабочей трубы диаметром 32 мм, 270 мм для рабочей трубы диаметром 40 и 50 мм, 320 мм для рабочей трубы
диаметром 63 и 75 мм, 330 мм для рабочей трубы диаметром 90 мм, 340 мм для рабочей трубы диаметром 110 мм;
- отрезают термоусаживающуюся ленту шириной 450 мм или 650 мм и длиной L = π*D + 75 (D - наружный диаметр полиэтиленовой оболочки трубы, 75 – длина нахлеста термоусаживающейся ленты), и обрезают углы ленты;
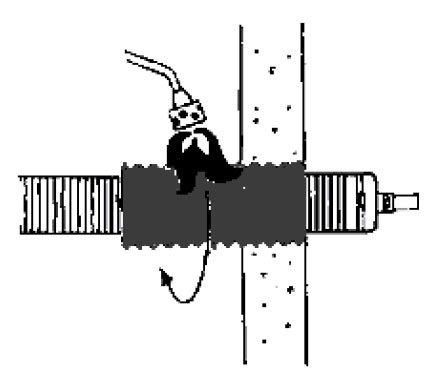
- обезжиривают полиэтиленовую оболочку трубы ИЗОПЭКС, втулку обезжиривают, зашкуривают и снова обезжиривают, затем плавными круговыми движениями прогревают мягким пламенем пропановой горелки;
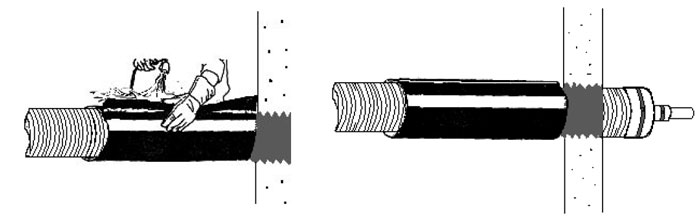
- плавными круговыми движениями мягким пламенем пропановой горелки прогревают гидроизоляцию трубы ИЗОПЭКС на расстоянии не более 340 мм от края втулки, не допуская температур нагрева выше 70 градусов Цельсия;
- оборачивают термоусаживающуюся ленту вокруг места ввода трубопровода ИЗОПЭКС, обеспечивая нахлест на втулку не менее 100 мм и не более 340 мм;
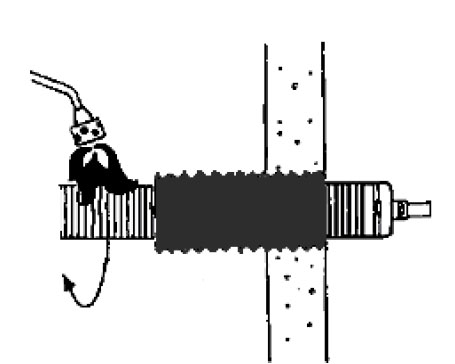
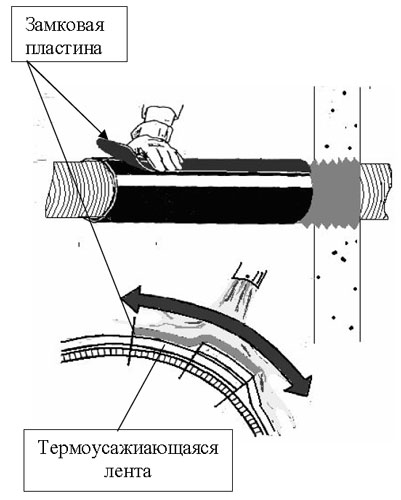
- на полученный стык накладывают замковую пластину длиной 450 мм, слегка нагретую желтым пламенем пропановой горелки и ориентируя адгезивный слой к оборачиваемой поверхности. Равномерность проклейки замковой
пластины обеспечивают раскаткой валиком и/или уплотнением рукой в рукавице;
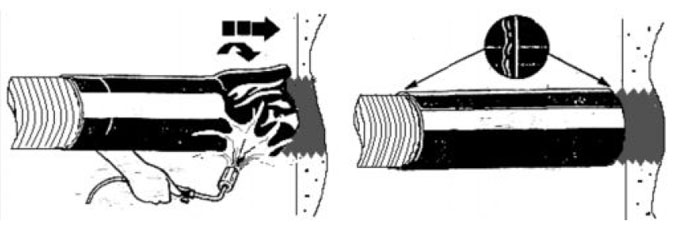
- усаживают манжету на стыке путем ее нагрева мягким желтым пламенем пропановой горелки поэтапно - снизу с середины манжеты движениями перпендикулярно образующей, затем (после усадки всей центральной части) двигаясь
вдоль образующей кольцевыми участками, добиваясь отсутствия вздутий, повреждений, пережогов.