Главная / Словарь терминов: трубы
Сварка полипропиленовых труб
Сварка полипропиленовых труб из гомополимера полипропилена РН, блоксополимера полипропилена РВ и рандомсополимера полипропилена PPRC), а также их модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее здесь), осуществляется по регламенту СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»» и в соответствии с сопроводительными инструкциями, прилагаемыми к нагревательным устройствам (сварочным аппаратам).
 |
 |
В зависимости от конструктивных особенностей сварочного аппарата нагревательные элементы могут иметь разное крепление, но все они условно состоят из двух частей – гильзы, служащей для оплавления торца полипропиленовой трубы и дорна, формирующего внутреннюю оплавленную поверхность раструба фитинга.
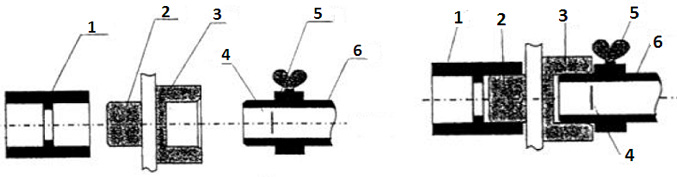
Рис. Схематическое изображение нагревательного элемента сварочного аппарата и свариваемых элементов трубопровода, где:
1 – раструб фитинга;
2 – дорн нагревательного элемента;
3 – гильза нагревательного элемента;
4 – подготовленный к контактной сварке торец полипропиленовой трубы с фасками;
5 – ограничительный хомут или монтажная метка, обозначающие глубину захода торца трубы в раструб фитинга.
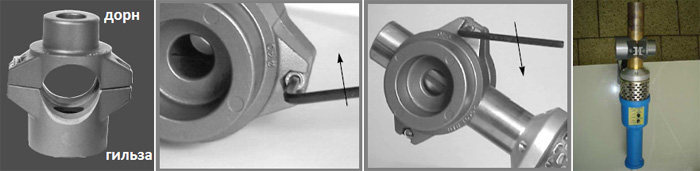
Рис. Нагревательный элемент и его крепление на сварочный аппарат FUSIO компании HP trend, s.r.o.
Контактная сварка полипропиленовых труб проводится в соответствии со следующим регламентом:
- на сварочный аппарат устанавливаются нагревательные элементы нужного диаметра, и устройство включается в сеть для разогрева. Для контактной сварки полипропиленовых труб следует использовать сварочные аппараты, обеспечивающие температуру сменных нагревательных элементов +260 °С с точностью ±5°С;
- полипропиленовая труба обрезается в нужный размер специальными ножницами или фрезой (для полипропиленовых труб больших номинальных диаметров). Отклонение торца обрезанной полипропиленовой трубы от плоскости, перпендикулярной плоскости трубы, не должно превышать 0.5 мм;


- при наличии армирующей алюминиевой фольги или утепляющего наружного слоя (предизолированные полипропиленовые трубы) торец трубы обрабатывается специальной фрезой на расстояние, соответствующее глубине раструба фитинга плюс 5 мм;
- на торце трубы снимается фаска под углом 30 градусов на ширину, соответствующую данным таблицы ниже;
Таблица. Ширина фаски на торце полипропиленовых труб в зависимости от номинального диаметра трубы.
Номинальный диаметр, мм 16 20 25 32 40 50 63 75 90 110 125 Ширина фаски, мм 2 3 - на торец свариваемой трубы наносят метку или устанавливают ограничительный хомут на расстоянии, указанном в таблице ниже;
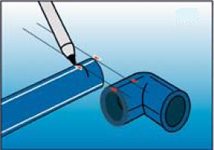
Таблица. Глубина раструба фитинга и расстояние до метки или ограничительного хомута при сварке полипропиленовых труб разных номинальных диаметров.
Номинальный диаметр, мм 16 20 25 32 40 50 63 75 90 110 125 Глубина раструба фитинга, мм 13 15 16 18 20.5 23.5 27.5 30 33 37 40 Расстояние до метки или хомута, мм 15 17 19 21 23.5 26.5 30.5 33 36 40 43 - очищают и обезжиривают свариваемые поверхности (торец полипропиленовой трубы до метки/ограничительного хомута и внутреннюю поверхность раструба фитинга);
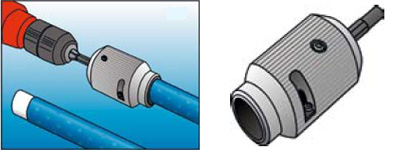
- насаживают раструб фитинга на дорн, а торец трубы вводят в гильзу нагревательного элемента, не допуская несоосности трубы и дорна более, чем на 5 градусов;

- выдерживают время оплавления, оптимальное для труб определенного диаметра;
- снимают раструб фитинга с дорна, а конец трубы вынимают из гильзы, стараясь, чтобы время технологической паузы от оплавления до соединения не превышало допустимой величины для свариваемых номинальных диаметров труб;
Важно: После каждой процедуры оплавления дорн и гильзу нагревательного элемента сварочного аппарата нужно очистить и обезжирить.
- соединяют раструб фитинга и торец трубы до метки или ограничительного хомута и выдерживают время для охлаждения стыка, установленное технологией для разных номинальных диаметров труб.

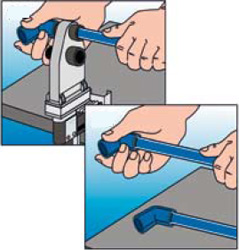
Таблица. Продолжительность оплавления, технологической выдержки и охлаждения при сварке полипропиленовых труб разных номинальных диаметров.
| Номинальный диаметр, мм | Продолжительность выдержки, сек | ||
| При оплавлении | При технологической паузе, не более | При охлаждении, не менее | |
| 16 | 5 | 4 | 120 |
| 20 | 6 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
Примечание: Временные интервалы приведены для сварки полипропиленовых труб при температуре окружающего воздуха 20 градусов Цельсия. Если сварка полипропиленовых труб осуществляется при температуре окружающего воздуха ниже +5 градусов Цельсия, то время оплавления и охлаждения нужно увеличить на 50%, а время технологической паузы – уменьшить на 50%.
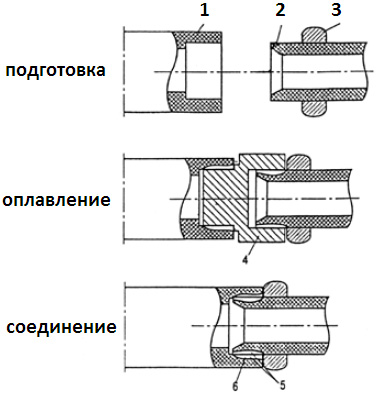
Рис. Подготовка, оплавление и соединение при сварке полипропиленовых труб, где:
1 – раструб фитинга;
2 – фаска на торце трубы;
3 – ограничительный хомут или метка.
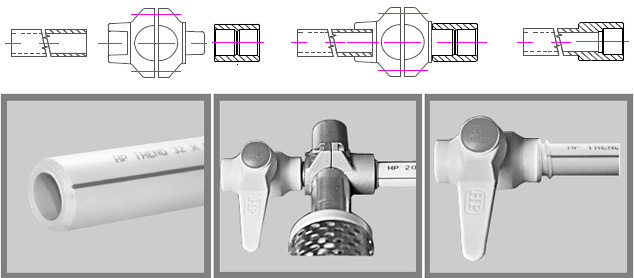
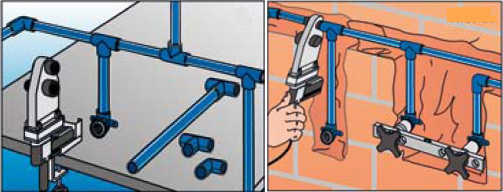
Рис. Сварка полипропиленовых труб сварочным аппаратом FUSIO компании HP trend, s.r.o.
Важно: Сварка полипропиленовых труб должна выполняться при температурах не ниже 0 градусов Цельсия. Ручная сварка полипропиленовых труб возможна только до номинальных диаметров 40 мм включительно. Сварка полипропиленовых труб номинальных диаметров более 40 мм осуществляется с помощью приспособлений, обеспечивающих соосность трубы и нагревательного элемента, или на специальных сварочных станках.
Рис. Сварка полипропиленовых труб больших номинальных диаметров на специальных станках.
Первичный визуальный контроль сварки полипропиленовых труб
При визуальной оценке стыка, выполненного при сварке полипропиленовых труб, должны быть проверены следующие параметры:
- соосность трубы и фитинга. Отклонение оси полипропиленовой трубы и оси раструба фитинга не должны превышать 5 градусов;
- внешняя поверхность соединенных деталей. На поверхности полипропиленовой трубы и фитинга не должны быть трещины, складки или иные дефекты, обусловленные перегревом деталей во время оплавления;
- наружная поверхность стыка трубы и фитинга. По окружности кромки раструба фитинга на трубе должен быть сформирован равномерный и сплошной валик, по высоте немного выступающий за наружную поверхность раструба фитинга.
по тел.: +7 (495) 755-59-55
или заполните форму обратной связи